

Learning to machine has long been considered a journey. There is always something new to learn, as well as skills and techniques to perfect. Machining knowledge often can’t be just simply taught, it often requires hands-on learning and some serious time at the machine.
So, what do our in-house machinists know now that they didn’t know when they first took to cutting metal as beginner machinists?
Tramming Isn’t What You Think It Is
Tramming is a term commonly used throughout the industry, but it doesn’t mean what people generally think it means. One of the Tormach machinists, Jenny, explains, “Long before CNC’s first graced the industry, most milling was done on an old-school knee mill with a head that is designed to tilt and swivel separate from the base. As this is the first style of mill that I was allowed to operate back in trade school, I remember truing or ‘tramming’ the head on a daily basis – as you never could trust that the machinist before you did not make adjustments to the head tilt before you stepped in front of it.”
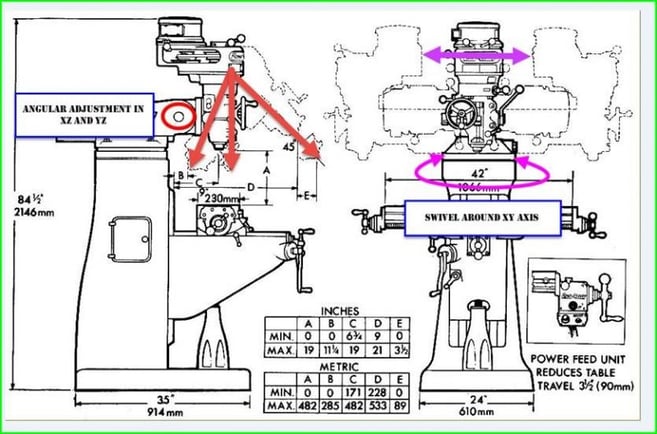
These knee mills are built quite differently than CNC machines. The head is, in fact, adjustable and is separate from the base and column. With a 3-axis mill, like a Tormach PCNC mill, the column is one solid piece of cast iron and can’t be adjusted. You need to level a CNC machine for regular maintenance, not tram. If you do have to make subtle adjustments to the column or head cast joint sections (which is exceptionally rare if leveling is done correctly), then the process is called ‘squaring the mill.’
Push Your Feeds and Speeds
Like a recent post from our friend at CNC Cookbook, Bob Warfield, says, sometimes you just need to cut more aggressively.
It’s natural to take things easy, and slow, when you first start machining – after all, you don’t want to break any cutters or the new machine you just got your hands on. But, going slow and babying your machine can actually do more harm than good – even if you’re a newbie.
Being too conservative with feeds and speeds will not only make your cuts take longer, but it can also ruin your surface finish and wear out your tools faster.
Fixturing Is Key
When it comes to the world of machining, you can make anything you want. Really, anything! But, the complex a part (or parts) the better you need to plan.

This is most prevalent when it comes to fixturing, or workholding. You can machine an amazing widget out of stock on one side, but it will never be a part unless you can flip it over and finish it. Before you ever move from your CAD/CAM computer to your machine, considering how you’ll hold your part is vital.
The Best Tool Is Experience
There is no better way to learn, or get better at, machining than spending time at the machine. Every machine, part, material, and tool is different, but you can learn the nuanced details of machining best by simply spending more time machining.
For instance, veteran machinists that have lots of experience under their belts can hear if a machine is getting bogged down or a cutter is getting dull from across a room. The machine will talk to you – you just have to know what to listen for. Now, this isn’t an exact science, but the more time you spend at your machine, the better you can notice these subtle differences.
These little tidbits of knowledge are, more often than not, learned through experience, but if you’re aware of them, machining, or the process of learning to machine, might get a whole lot easier.