
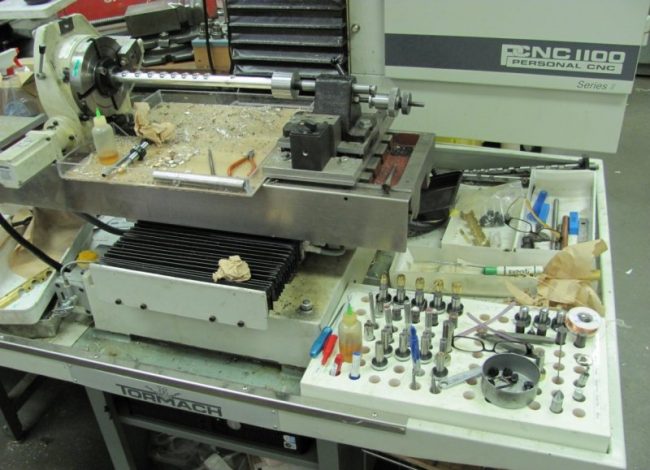
Featured on the Tormach blog and in a previous Customer Showcase, we recently checked back in with Nagahara Flutes to see what they've been up to with their PCNC 1100. Improving the quality of the professional-grade flutes and the overall manufacturing process, Operations Manager David Scarbro explained in detail how CNC is augmenting the flute making trade.
Scarbro began, “My background is computer science and this is kind of my retirement job. I took up playing flute as a hobby, six or eight years ago. I went to a flute fair and struck up a conversation with one of the Nagahara employees. He took my name and I didn't hear from them for about a year. Then, one day, out of the blue, I got a phone call from Nagahara saying they just bought a CNC machine and needed somebody with computer experience to help them. I had visions of a fancy CNC machine, but what they purchased was a twenty five year old Emco Compact V lathe from a local university for about $1000.” Offering a bit of background information, Scarboro continued, “Musical instruments are typically tuned around the note A, with A=440, 442 or 444Hz being a typical modern tuning. On a flute, changing the diameter of the body and the location and size of toneholes changes the pitch of the notes the flute can produce. To play in tune, all of the toneholes must be in the correct location and size. We make flutes with two different diameters of tubing. All of the tonehole locations and sizes are different between the two models. The tuning is varied by adjusting the tonehole locations. There are player options that can also change the location of toneholes.” “An awful lot of what makes a professional flute different from a student model flute is the precision of the mechanism,” Scarbro explained. “If you think about what a flute key does when it closes, it doesn't move straight down. It's hinged, so when it comes down the key needs to hit the tonehole flat left to right and front and back. You can always make something like that seal by pressing and using a lot of finger pressure, but you can't play fast music if you have to use a lot of finger pressure. It has to seal perfectly with the just the lightest finger pressure. Installing and adjusting the key pads on a student model flute typically takes an hour or two. On a professional flute, it takes about two days. A feeler gauge with a 0.001” thick piece of mylar and the lightest finger pressure is used to judge if a pad has been shimmed correctly.” Customizing the screen on the PCNC 1100 for flute making operations, Scarboro has created a set of task-oriented Mach 3 screen sets used by the Nagahara craftsmen on the manufacturing floor. He said, “I have developed a big table of numbers with the X, Y, and A position locations for every operation that’s performed. Using buttons on the screen, the operator selects all the options for the current flute and then that’s used to access the tables for positioning the flute body in pre-drilled steel mandrels. Programs to perform each of the milling operations are generated on the fly once the location data has been accessed.” Working exclusively with precious metals (silver, gold, and occasionally platinum), operators use the mandrels to support the material during machining on the PCNC 1100. “The main reason for using mandrels is that metal is very soft and is very thin (gold is 0.012” and silver is 0.014” or 0.016” thick). No matter how sharp your machine tools are, the tubes are going to distort unless they are supported,” Scarbro said. “There's a center joint mandrel for doing all the toneholes, and there's another mandrel for making the ribs,” he continued, “In addition to all the locations for all the toneholes there's the locations for all of the posts and depending on the model of the flute, those all move around a little bit. I counted them all the other day and I've made about thirty mandrels. Some are for a combination that we don't use very often, but there's probably about ten or twelve of them we use regularly. We make the mandrels all in house and they start out with a piece of mild steel; we then have a machinist here that does some simple machining to turn them down to the right diameter on a manual shop lathe. After mounting the steel in the PCNC 1100, I use ‘mandrel mode’ to access the same location data but with different machining programs to make the mandrels on the mill.” “We had a more manual system in place before we got the PCNC 1100,”Scarbro recalled. “For ten years, the company used a machine-shop made jig with a rotary indexer and guide pin holes for all the tonehole locations. But the jig was wearing out and the guide pin holes were getting sloppy, so it was either rebuild everything or get a new solution.” “I started looking and very quickly ran across Tormach and Mach 3 and that whole world. The PCNC mills were machines we could afford and that's how we wound up focusing on the Tormach. And I saw that Tormach had a great reputation,” he added. “We purchased the PCNC 1100 about three years ago and it has easily paid for itself.” Using automation to ramp up production and improve the overall quality of the flute components, Scarbro tells how the PCNC 1100 has enabled Nagahara employees to do their jobs better. “Anyone that comes to visit gets a shop tour,” Scarbro said. “We explain that the CNC augments what the craftsmen do with the assembly of the flute. The PCNC 1100 lets us make more consistent parts and flute bodies with better precision than they could be made with a jig. The more precise everything is along the way, the easier it goes together. Our goal is to improve the individual component process so that the flutes are made with more consistency.” In addition to just making the body on the flute, Scarbro also uses a touch probe to automate machine setup. “Every mandrel has its own work offsets and I'm using the touch probe to touch both sides, the top, and the end of the mandrel to set the X, Y, and Z. Every time you change mandrels, the machine is re-homed with the probe.” “The project I'm working on now with the PCNC 1100 is after the flute body is made. The touch probe is now used to locate the toneholes—where they actually wound up being, not where they are theoretically—and transform drilling locations so that the holes for the key arms are drilled precisely where they are for that flute,” Scarbro added. “This process needs to be done with precision, particularly when the key work starts getting put together. The hole where the key mounts on the string is determined by measurement after the flute is made. Minute assembly differences (even just a few tenth of a degree) can make a few thou difference in a distance or an angle.” “We believe this will be a real time saver and also improve the quality of the pieces. What typically winds up happening is that things don't fit just right, then you have to start bending and tweaking parts to get the key cup to land on the tone hole flat. For precision, the key needs exactly the right amount of opening to ensure everything is square and flat when it is soldered together.” Most recently, Scarbro is working on a project to make dies for a new lip plate design. “The flute head joint is a drawn tube that's tapered, but there's a lip plate that's curved metal which is soldered to a riser which is in turn soldered to the tube. The lip plate is kind of shaped like a potato chip in that it’s curved around the tube and then curved in on itself such that when you put it up against your chin it centers itself. We bought a copy of Rhino and a copy of SprutCAM and we made those dies and we're just testing them this week,” he said. “The male die I milled entirely here with A2 tool steel. The female die, I roughed out and made a copper electrode and we sent it out for electrical discharge machining (EDM).” With plans to eventually move into a larger facility, Scarbro would like to add another PCNC 1100 to the manufacturing facility. While they still consider themselves a boutique-type manufacturer of high-end flutes, automation is music to everyone's ears at Nagahara.