

PathPilot 2.7.3 improves tool change reliability by adding backlash compensation in the ATC.
A Little Background
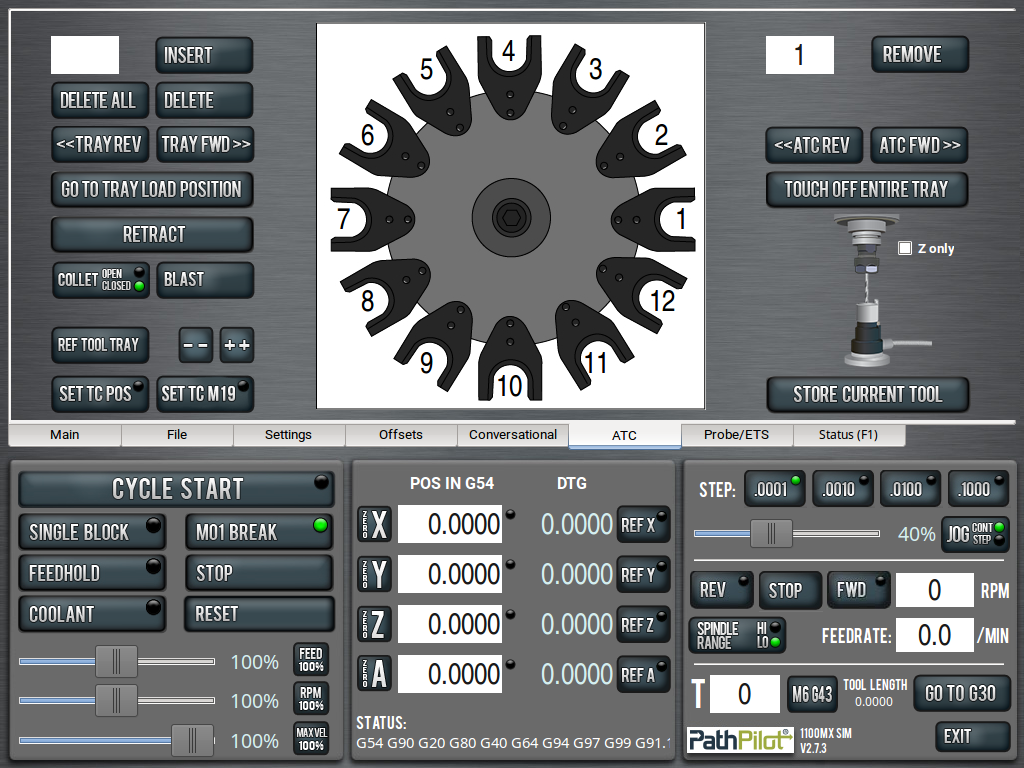
Reliable automatic tool changes are dependent on accurate alignment of the automatic tool changer (ATC) position, relative to the Z-axis and spindle collet. This is especially true for straight-shank tooling like TTS. The motor that rotates the tool tray requires gear reduction between the shaft and the tray. As a result, the tray has some positional backlash that makes aligning the tool shank in the tray fork to the spindle collet challenging. The Tormach ATC design leverages available ‘play’ in the tray rotation to overcome the need for ‘perfect’ tool shank-to-collet alignment during Z-axis descent.
However, since the tray takes the optimal path to the target tool to minimize time, it can arrive from either direction (clockwise or counter-clockwise). Therefore, the direction of the available ‘play’ where the tray can be pulled passively is unpredictable.
Many cycles of ‘adjust and test’ using the small tray alignment ++ and -- commands are needed to find the ‘hidden sweet spot’ in the middle. And owners must be careful to fully test tray arrival rotation in both directions after each adjustment.
Improvement
By always approaching the target tool from the same direction, the tray alignment procedure time can be cut in half while increasing tool change reliability.
As in previous versions, PathPilot 2.7.3 rotates the tray the shortest distance to reach the target tool. If the tray rotates clockwise, no changes are observed. But if the tray rotates counter-clockwise, PathPilot now purposely overshoots the target position slightly and then rotates the tray clockwise to arrive at the final position.
The result is a final position with the benefit that the available ‘play’ in the tray is always in a consistent direction. The tray fork should be aligned so as the collet descends over the tool shank, if there is any play to the tray needed, it is in the direction of the available backlash. This direction is easily discovered by lightly pushing or pulling on the tray after rotating it with the Tray Rev or Tray Fwd commands on the ATC tab.
A further improvement in 2.7.3 is consistent adjustments for ++/-- for distance traveled along the tray circumference, regardless of ATC model or generation of the control board and stepper driver. For many cases, the result is finer control of the final position - and eliminating having to test each tool position arriving from ‘the other direction.'
The backlash compensation move is also performed during the -- adjustment button to preserve accuracy. This can feel a little odd but makes sense to keep things accurate. PathPilot now ensures the spindle is above the TTS or BT30 tool shank before performing such adjustments. Otherwise, the bit of extra tray travel could cause interference.
Note that the ++ and -- adjustment commands apply to the whole tray, not to each fork. If you discover certain forks are not aligned relative to others, correct the forks by adjusting the nylon screws or replacing individual forks.
The backlash compensation move is performed by the ATC control board firmware. ATC models for the 440 and M, M+, MX series mills have upgradeable firmware and therefore benefit from this change to PathPilot 2.7.3. Older ATC model operation is unchanged.
Get the most recent version of PathPilot on the PathPilot Updates Page.