
As the oft repeated adage goes, the design process is more often than not an evolutionary process rather than a revolutionary one. Nowhere is this more true than the case of our newest product, the RapidTurn. 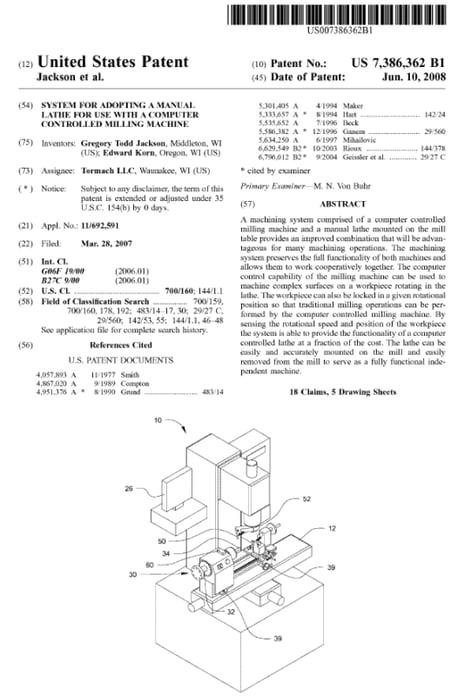
The saga of the RapidTurn begins nearly 10 years ago with its predecessor, the Duality lathe. The Duality Lathe offered users affordable CNC turning capabilities when they needed it and a manual mini-lathe for the times they didn’t. 
Over the years we have sold hundreds of Dualities, and we have seen some truly amazing parts produced with them, such as the titanium bone screws made by Eisertech, shown above. While the Duality met the needs of many, it wasn’t compatible with the PCNC 770 and some customers found that its size and weight made it unwieldy to setup and take down. Additionally, as we spoke to customers it became apparent that only a small fraction of them ever made use of the Duality as a manual lathe. Being the engineers, machinists, and tinkerers that we are, we knew we could do better, thus pushing us down the path to the RapidTurn. 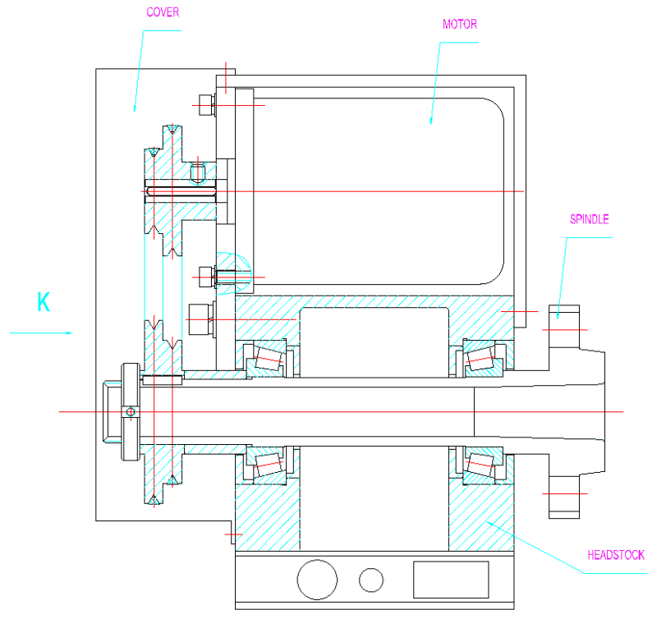
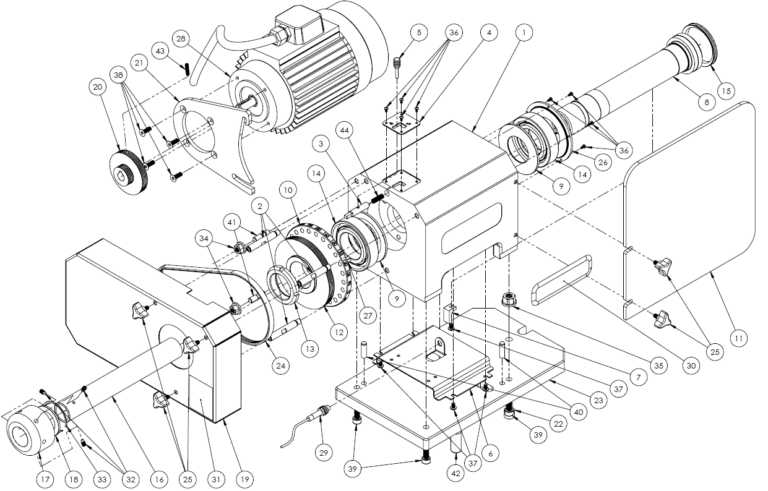
The initial design documentation for the RapidTurn called for a standalone headstock driven by its own dedicated AC induction motor - cutting down on unnecessary weight compared to the Duality’s base casting and giving the machine the oomph to handle tougher turning jobs. This motor is connected to the spindle via a two-position belt drive - affording the operator the torque they need for machining both high and low surface speed materials. At this stage the control system still resembled that used by the Duality with a manual spindle controls and an encoder sending spindle speed data back to the controller to allow for single-point 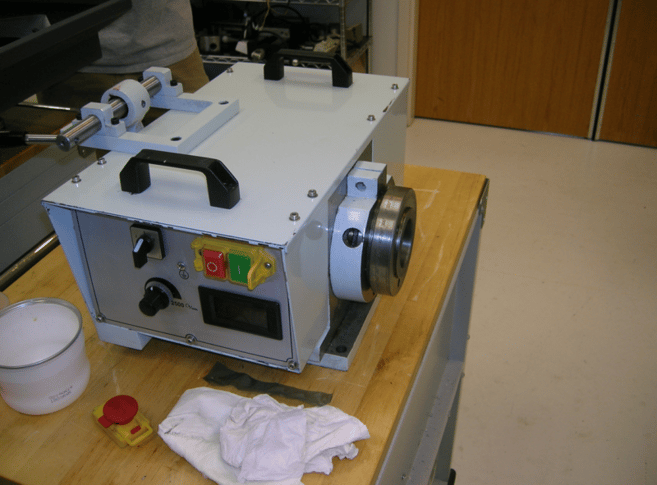
The above image is the first prototype of the RapidTurn. It was downright ugly and built like a tank, but we knew we were on to something so we grit our teeth and went back to the drawing board. 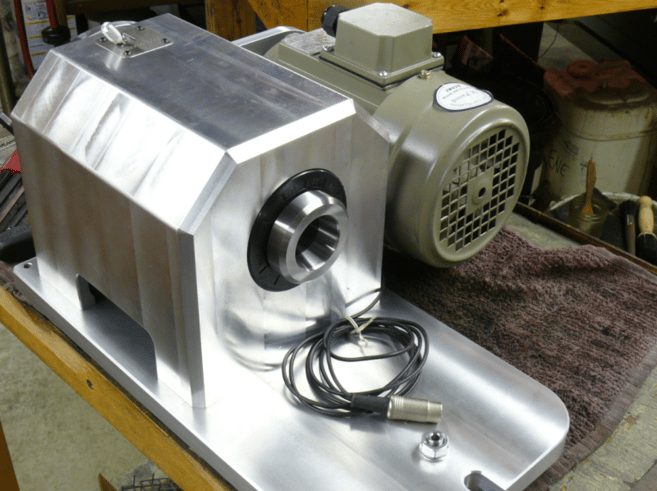
The first prototype was still too bulky and clunky to get on and off the machine (hence the hefty carry handles), so the next design iteration opted for an aluminum headstock and base plate with a side-mounted spindle motor that could be easily removed when moving it on or off of the mill. The second prototype also included a sealed spindle nose enabling it to be used with flood coolant systems – something that wasn’t recommended with the Duality. 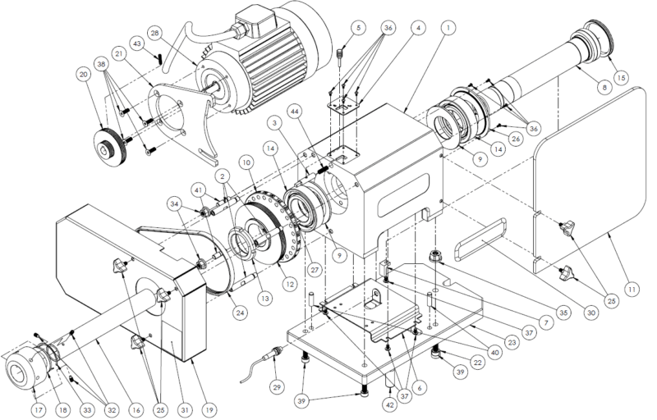
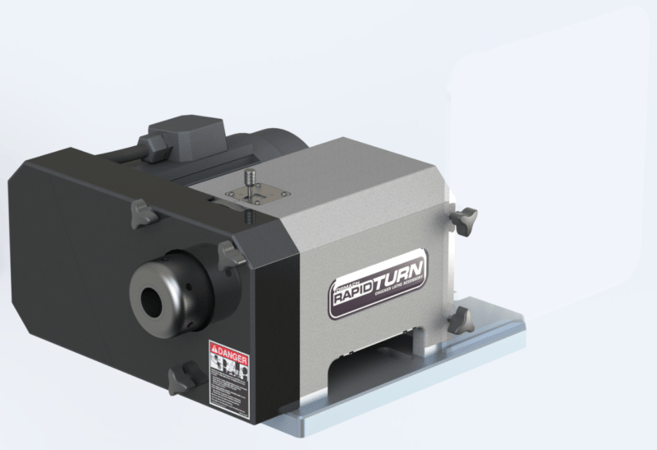
With the functional design finalized, the next iterations focused on optimizing the design’s manufacturability as we geared up for our first production run. Critical factors such as product kitting, packaging design, technical documentation, and fulfillment logistics fell into place at this stage.

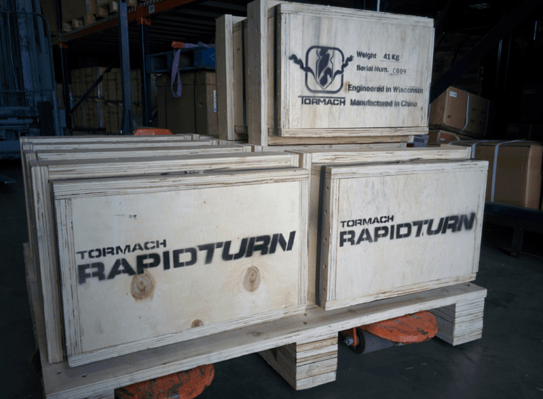
Like our full size machines, each RapidTurn is inspected by a member of the Tormach quality assurance team before it is approved to leaves the factory. RapidTurns are now in stock and will be available to order in June alongside our expanded lineup of 3/8-inch and 1/2-inch indexable lathe tooling. While the R&D process isn’t always pretty, it sure is exciting. The progression has left us with a product that we’re proud to be able to offer alongside our mills. For more information on the RapidTurn check out its product page or if you just want to see the RapidTurn throwing chips subscribe to our YouTube channel.