Fixturing is arguably one of the most complex and challenging (yet fun) parts of machining. Having the proper workholding and fixturing can make or break a production run, but in some cases, it can even break your part.


Fixturing is arguably one of the most complex and challenging (yet fun) parts of machining. Having the proper workholding and fixturing can make or break a production run, but in some cases, it can even break your part.

At Saunders Machine Works, we understand the value of a small machine shop. Our machining story started with a CNC mill in a small New York City apartment. With that in mind, we have begun expanding our line of fixture plates with one goal in mind: to provide products that will guide a machinist from their first CNC mill through their first VMC.

Machining parts is easy... work-holding is the hard part! Fixturing, part setups, and work holding is a never ending skill. Any time I have the chance to tour a factory, walk a trade show, or talk shop with another machinist, I try to learn as much as possible about workholding.
When you’re looking to do production work, or just looking to machine multiple parts at the same time, a CNC tombstone provides a way to fit several parts for many different operations into the same setup. When combined with an automatic tool changer (ATC), a tombstone can provide an easy solution to milling multiple parts that you can set and forget while your parts are machined.

Workholding is a vital piece to any machinist’s arsenal of knowledge. So much so that there is an endless list of books solely dedicated to workholding design – like the two we have available, Jig and Fixture Design Manual and Basic Fixture Design. Some corporations even hire engineers to do nothing but design more efficient ways of keeping work in place.
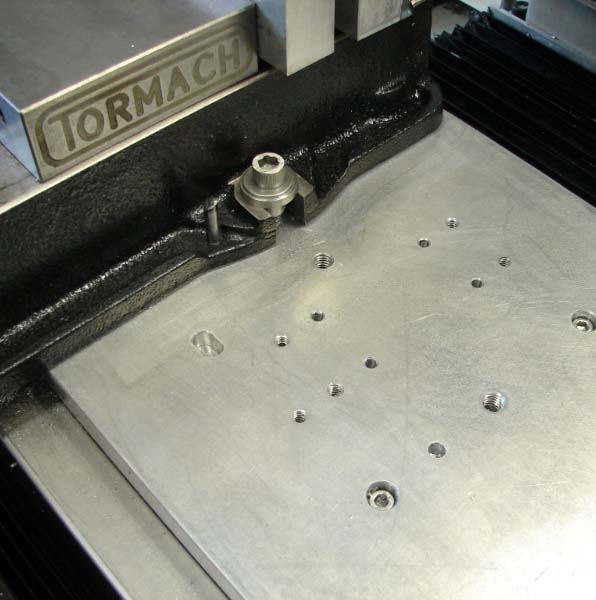
Last week we talked about using fixture plates for quick and repeatable setups, and asked blog readers to send us pictures of their fixture plate set ups as part of a contest.