Fixturing is arguably one of the most complex and challenging (yet fun) parts of machining. Having the proper workholding and fixturing can make or break a production run, but in some cases, it can even break your part.


Fixturing is arguably one of the most complex and challenging (yet fun) parts of machining. Having the proper workholding and fixturing can make or break a production run, but in some cases, it can even break your part.
You probably already know this, but tolerances are important. If your product is a standalone part with only one component, tolerances may not be as important.
This post originally appeared on the In The Loupe blog.
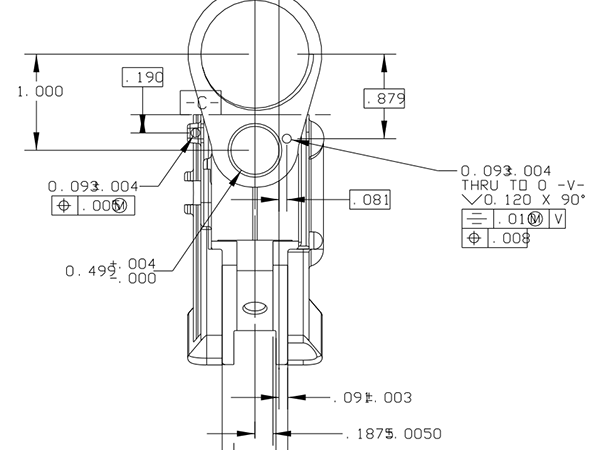
Tolerance stacking, also known as tolerance stack-up, refers to the combination of various part dimension tolerances. After a tolerance is identified on the dimension of a part, it is important to test whether that tolerance would work with the tool’s tolerances: either the upper end or lower end. A part or assembly can be subject to inaccuracies when its tolerances are stacked up incorrectly.

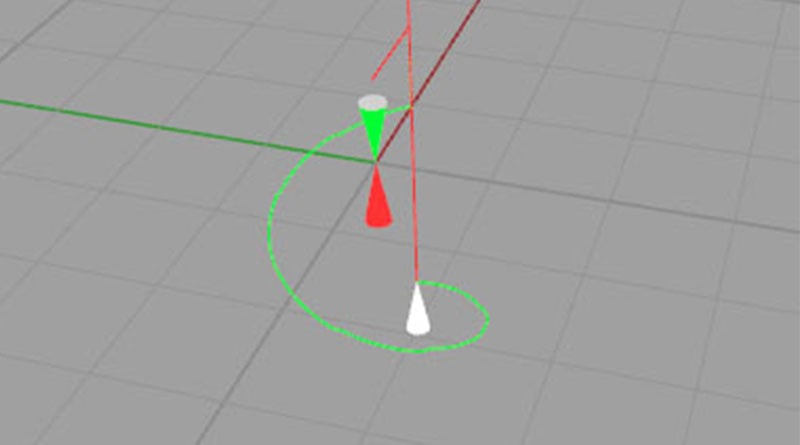
Most of the time, machinist’s focus on the hardware aspects when they think about surface finish: – Do I have the right feeds and speeds? – Is my setup and machine rigid enough? – Is there too much runout on the spindle? This is definitely the right place to start, but it’s not the end of the story. A great many factors affecting surface finish are tied up in the CAD/CAM software used to create the part program. For example, the part in the photo on the right exhibits a faceted surface finish. This is definitely a software issue (although there are certain servo mis-tuning situations that can lead to that sort of thing). Let’s take a look at some of these critical software issues that affect surface finish:
One of the great advantages of CNC over manual machining is the ability to create holes of almost arbitrary size using an end mill that follows a helical path.

We’ve all heard the stories about part drawings coming through that specify ridiculously tight tolerances. We know that holding tight tolerances is harder, and we know it is more expensive to make a part the tighter the tolerances are. But, how much does it really cost to have tighter tolerances?