

Using mist coolant can be really useful when you want to actually see what you're cutting or you just want a lower-maintenance solution, since a Fogbuster doesn't require coolant management and evaporation isn't a concern.
So, here are a few tips I've come across while using mist coolant, and specifically, the Fogbuster.
Adjusting Coolant Flow
Fogbuster is not flood coolant! You want to avoid using so much coolant that it begins to pond (form puddles) on your part. It’s not doing you any good, and coolant isn’t free!
Some cuts do not require using more than just an air blast to help evacuate chips, and you can adjust the needle valve accordingly; some cuts do benefit from a mix of air and coolant. For example, we like to turn the coolant up higher than normal when drilling
What Type of Coolant to Use
We use Qualichem 250C in our Tormach machines, the same as we use in our larger VMCs. We mix to about 9 Brix (yes, you still mix the Qualichem as if you were using it in a flood coolant setup).
Read: Coolant and Cutting Tools: How to Choose the Right System for the Job
Upgrade the Mount
The stock mount for the Fogbuster isn’t always ideal - it leaves much to be desired as far as adjustability, so using a mount similar to a dial indicator base works wonders. 3D printable enclosures are also available that allow mounting on adjustable and flexible hoses.

More the Merrier
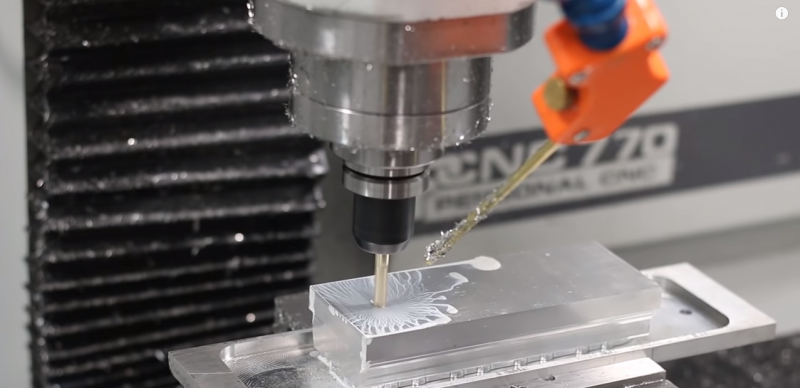
A single Fogbuster doesn’t always reach all angles and areas of your workpiece, especially as you change toolpath directions.
Typically, Fogbusters don’t have long enough hoses be moved to the other side of the spindle, and on deeper cuts this can leave the machine cutting one side of the part with minimal to no coolant whatsoever. If this is an issue you encounter, consider upgrading to a second Fogbuster to mount opposite the first to ensure a continuous coolant supply.

PSI Level
PSI level can depend on your use case, as well as air supply; typically 15-20 PSI (1-1.4 bar), with 25 PSI (1.7 Bar) being excessive. Depending on your compressor, too much pressure could result in your air supply not being able to keep up with the Fogbuster.
Where to Mount the Coolant Canister
The best place to mount the Fogbuster canister is just below the spindle at its lowest point.
Equally as important is how your coolant lines are run: you do not want them arcing up over the top of the machine and back down to the Fogbuster head. This will make it difficult for coolant to travel from the reservoir to the nozzle unless the air is on full blast.
Once the air level crosses a certain threshold it will be strong enough to pull the coolant to the nozzle, but cause an excess flow since the nozzle is open.
Another important thing to consider is not mounting your canister above the Fogbuster head. Air power and capillary action move coolant to the nozzle, gravity will only cause an excess of coolant flow as well as possible leaks from the head when the machine is not running.
