
"We're really talking about two different developments which have combined to bring useful 3D machining within reach of the average Joe," says Mike Ko, Senior Product Development Engineer of KFx Medical Corporation. "Both the hardware and the software have been dropping in price and rising in capability, ease-of-use, and quality. On the hardware side, the development of the Tormach PCNC machine is one of the first capable and affordable CNC machines."
Ko knows do-it-yourself production from recent experience. The San Diego-based KFx Medical is a venture capital based start-up with a new idea for orthopedic surgery, namely, the repair of rotator cuffs, one of the most common procedures in the field. The company's new technique, called "SutureCross Knotless Anatomic Fixation," involves simpler and stronger fasteners to tissues, and does not require a surgeon to tie suture knots, a skill not all orthopedic professionals possess.
To get the ideas for the fixtures and the application instruments from the virtual realm of CAD to real testable prototypes, Ko and the KFx development team did the precision cutting themselves. The small company invested in the Tormach PCNC 1100, a new kind of lightweight mill designed to maximize power and capability for short runs, and is simple enough for the non-machinist to operate.
By keeping the multiple iterations of prototype designs in-house, KFx Medical avoided the high costs and long delays involved with outsourcing dozens of parts for CNC machining.
"We would have had to spend at least three times as much money to get the quality and capability that we got from the Tormach," reports Ko, With the innovative new hardware at its disposal, Kfx Medical was able to cut its own prototype and pre-production components out of plastic, aluminum and stainless steel. Even 420 stainless steel injection mold cavities were cut in house in a matter of days rather than the weeks that would typically be quoted by an outside shop, and this was accomplished without the need to hire an experienced CNC programmer or machinist.
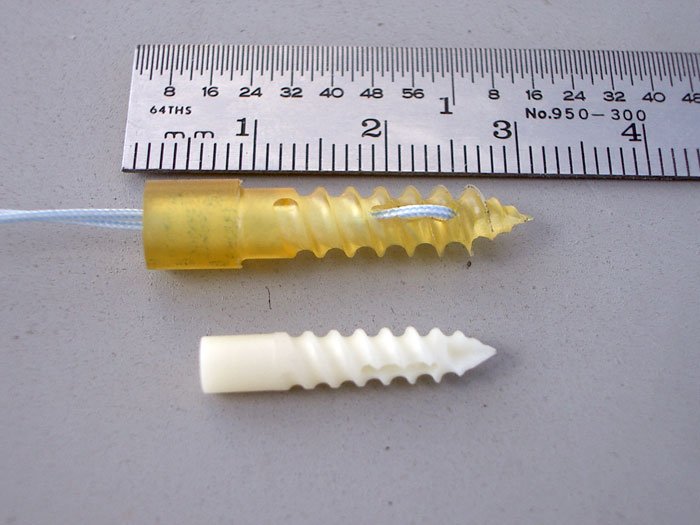
"We were even able to use the 4thaxis rotary capability of the Tormach to fabricate prototype 316SS bone screws with a variety of tapering spiral thread designs - all in house."
The First 'Personal CNC'
In recent years, the price of CAD and 3D modeling software has brought the technology within reach of individual designers, entrepreneurs, and hobbyists. Last decade's innovation of rapid prototyping and 3D printers allowed for the easy fabrication of plastic replicas fabricated in the design studio - rather than the shop floor - to test the fit of parts and assemblies before actual prototypes begin. But the final step in the process from idea to product - creating a real physical prototype out of final materials - still belonged in the realm of the industrial.
CNC machining not only involved hugely expensive equipment, it required expertise to run it, including the knowledge of g-code and m-code, the user-unfriendly machine languages of automatic mills. With the advent of 'personal CNC' the trend continues – what was once industrial now becomes individual.
"The software and hardware have become so capable, that one person can learn to use – and actually afford – all the tools necessary to go from the initial concept, to the virtual model, to the fabricated physical part, without the need for a skilled CNC programmer or a skilled CNC operator," marvels Ko. The term 'Personal CNC' describes the new Tormach mill, and was dubbed by Tormach CEO Greg Jackson.
The term correlates to the first personal computers, when the machines shrunk in size and price to become practical tools for the individual. Jackson and Tormach development team spent three years working in conjunction with high-quality machine tool manufacturers to achieve their goal: to create a small precision CNC machine that could meet the needs of short-run production at the lowest possible cost.
"Like a personal computer, the first rule is that it must be affordable. Expensive machines must be kept constantly in production; their high cost demands it. Only when a machine becomes truly affordable can it become a personal tool," explains Jackson. The Tormach PCNC retails around $6800, only one-fifth the price of a traditional vertical machining center of comparable size (with a standard 34" x 9.5" table and 17" vertical clearance) and of comparable precision and capabilities - the Tormach PCNC is capable of cutting iron, steel, titanium, and even chromium alloys such as 300 or 400 series stainless.
The design concession that makes the Tormach machine affordable is that of spindle power and the speed of rapids – which essentially means it takes a few minutes longer to cut a precise part than on a larger industrial mill. This is why the Tormach is especially intended for short run production, R&D prototyping, business start-ups, machining instruction, and hobby applications, rather than a high-volume manufacturing process.
"A 1.5 hp CNC mill with 65 IPM rapids is ludicrous in a large volume production environment, where minutes per piece are crucial. However, in a prototype environment, where run time is a tiny fraction of setup time, those extra minutes per part are simply not relevant. What is extremely relevant is the substantial cost savings afforded by design," explains Jackson.
The design of the Tormach PCNC 1100 also carefully leverages the mass of the machine against the surface cutting speed, allowing for exceptional precision in a machine that weighs little more than half a ton. Considering that any milling machine under 5,000 pounds is considered 'lightweight,' the Tormach model may be considered a featherweight.
The design utilizes maximum dynamic stiffness to maintain stability and precision. "Mass and strength are important, but they must be in the right place," Jackson says. "If you only have a thousand pounds of iron to work with, it does not make sense to put a lot of it in a supporting base."
Second in importance after affordability for a personal machine is ease of use, according to the Tormach CEO: "A personal CNC needs to be easy to move, easy to learn, and easy to maintain." Much of Tormach R&D effort was the reduction of unwanted complexity. The PCNC design is simple and robust, using modular assembly and an "open architecture" approach to the electronics. The PC & Windows control computer, g-codes and m-code commands, drawing and image file support, spindle taper, machine dimensions, and the electrical interferences are all industry standard.
Getting a Handle on R&D
One of the most challenging R&D tasks for KFx Medical's new suture system was the ergonomics of the plastic handle of the tool that the doctor holds during surgery. "Like all hand-held instruments, the device had to have the proper 'feel' in the surgeon's hands. To find this elusive feel, numerous full size prototypes of handle variations needed to be made and put into the hands of the surgical advisory board members as quickly as possible," explains Ko.
"Naturally, these design variants were comprised of the blending of various complex compound curves and surfaces, in an attempt to create an ergonomically functional and comfortable handle. The current pallet of high-tech rapid prototyping methods (SLS, SLT, and RP) could accurately reproduce the required shapes of the handles, but not in materials that would stand-up to the rigors required of an orthopedic device. Contract machine shops could machine the handles out of suitably robust materials, but usually required a 4-5 week lead-time for delivery."
KFx Medical's solution was to fabricate the handle models in house. It would have been difficult, if not impossible, for a skilled machinist to create the compound shapes on a manual milling machine, according to Ko, and ordinarily in-house production would have cost a princely sum. "Most entry-level CNC machines cost $30,000, plus the wage of a skilled CNC programmer and machinist." Such an investment was out of the reach of a small company with limited funds. That is, until the Tormach Personal CNC.
"With the Tormach and the current suite of 3D solid modeling and CAM software, we were able to go from a 3D CAD solid model to a machined handle component in one day and to a completed, fully functional handle assembly in one week, " Ko says. And using the Tormach Personal CNC did not require a highly trained CNC operator. The time and costs were even less for the fabrication of the second, third and further iterations of the same handle design, since all of the previous work was stored in a readily recallable Computer Aided Machining (CAM) program."
Software that Cuts
Tormach introduces the hardware of the individual industrial revolution at the same time similar developments in software make do-it-yourself machining a practical option. A host of CAM products now offer user-affability at an affordable price. CAM converts CAD files to g-code, instructions recognized by the CNC equipment.
"The new CAM software makes it unnecessary for the machinist to have significant experience with g-code in order to cut a sculpted 3-D part. It actually creates the g-code for you," says Ko, who uses FlashCut, Visual Mill and DeskProto for g-code generation,. "These CAM programs are amazing, incredibly powerful and extremely simple to use." Other inexpensive programs automatically convert the g- and m-codes into the actual commands that move the machine. KFx Medical uses CNC controller programs like MACH2 or FlashcutCNC, to convey the g-code into its Tormach mill.
Presently, CAM and Controller programs are available for only a few hundred dollars. The Tormach machine, working with standard g- and m-codes, is compatible with all brands of CAM software. The company recommends TurboCAD/CAM and SprutCAM as effective programs for low cost. Similarly, it offers inexpensive CAD and 3D modeling programs, such as TurboCAD and Alibre Design. KFx used SolidWorks 2006 for its 3D MCAD, a relatively expensive engineering package, but Ko is convinced that the same design and prototype project could be easily done with the same quality in Alibre Design.
"I use Alibre Design Professional for my personal consulting business, which is much, much cheaper than Solidworks, but is fully capable solid modeler," he says. "Tormach customers do not have to use the CAD and CAM packages we sell. But since many of our customers are new to CNC, they look to us to provide a full package with machine, tooling, accessories, and software. A powerful yet affordable software package is the often the most expedient approach for customers who are new to machining," says Jackson.
Now that hardware and software have come together to create a personal package, Jackson believes the accessibility to CNC technology will have a deep impact on many aspects of industry and education. "When a machine tool costs one-fifth of a conventional CNC mill, each student in a machining class can run his own machine instead of waiting in line. In R&D, turn-around on prototype design can take minutes instead of days, when a machine is ready on site. As a side benefit, companies find that the designs sent to production are much improved because the design engineer's direct involvement with building prototypes leads to a better understanding of the regular production.
About KFx Medical Corporation
KFx Medical Corporation was founded in 2003 to develop clinically relevant solutions to rotator cuff disease. Torn rotator cuffs alone account for in excess of 500,000 surgeries a year and have traditionally required many weeks of rehabilitation. Minimally invasive techniques provide patients with less pain and time until range of motion is restored, yet require surgeons to have advanced videoscopic skills, yet.
The KFx solution is to provide simple systems for the surgeon, while at the same time provide a more anatomical like repair for the patient in order to yield better clinical outcomes. In excess of four million people seek medical advice each year due to shoulder pain. KFx is privately held company located in San Diego.
For more information, please visit: www.kfxmed.com.