We are quite proud of the value that Tormach CNC machines bring to our customers, and we've worked to make sure that your machine can grow with you. That means that you don't need to buy all the bells-and-whistles until you're ready!

We are quite proud of the value that Tormach CNC machines bring to our customers, and we've worked to make sure that your machine can grow with you. That means that you don't need to buy all the bells-and-whistles until you're ready!
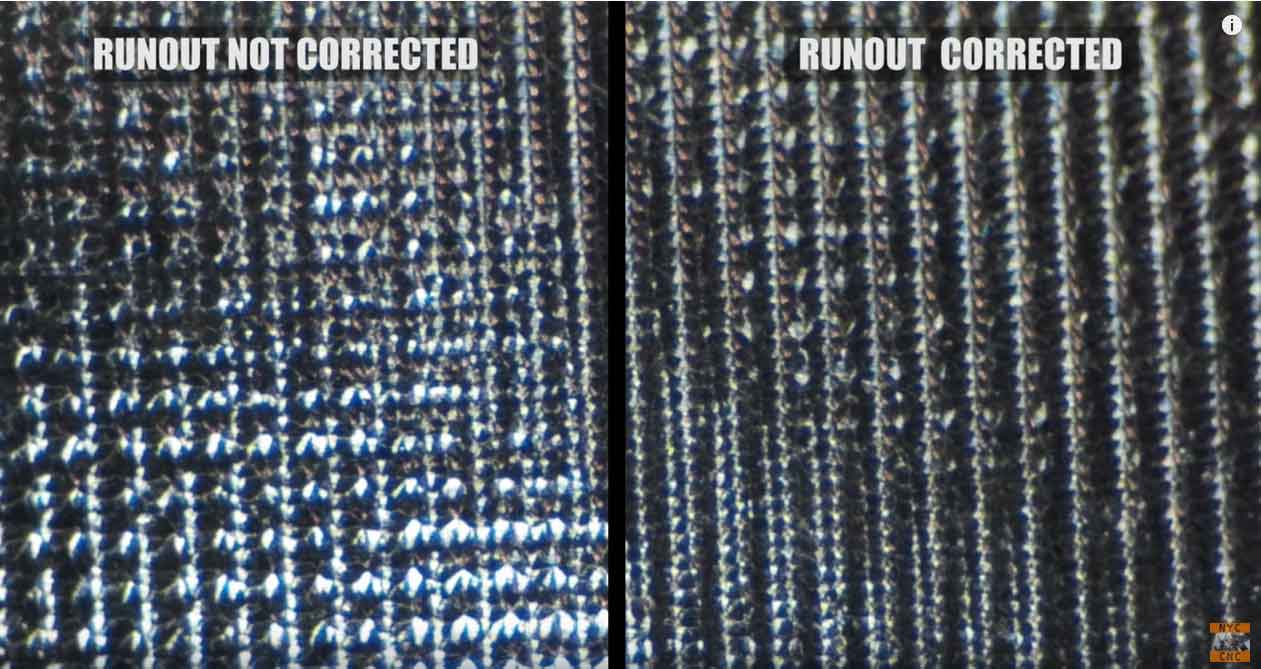
As covered in our 10 Things No One Tells You About Machining article, runout is everywhere! However with most tools we use this amount is negligible. Using, say, a 3/8” endmill with .0008” of TIR won’t have significant consequences (especially when roughing). Unless you’re chasing tenths, the runout is such a small percentage of the tool’s overall diameter (~0.21%) that it wont have any noticeable affects. As you small diameter tools, this percentage begins to increase. Using a 1/32” endmill with the same runout amounts to a TIR that is 2.56% (about a 10x increase!). This can result in uneven wear, chatter, bad surface finish, missing tolerances, and even broken tools.

ER Collets are often a go-to for machinists because collets are readily available at varying price points and allow a tool holder to hold varying size tools. ER collets also have a greater collapsing range than SK collets. However, there are a few things that aren’t readily apparent to the beginning machinist:
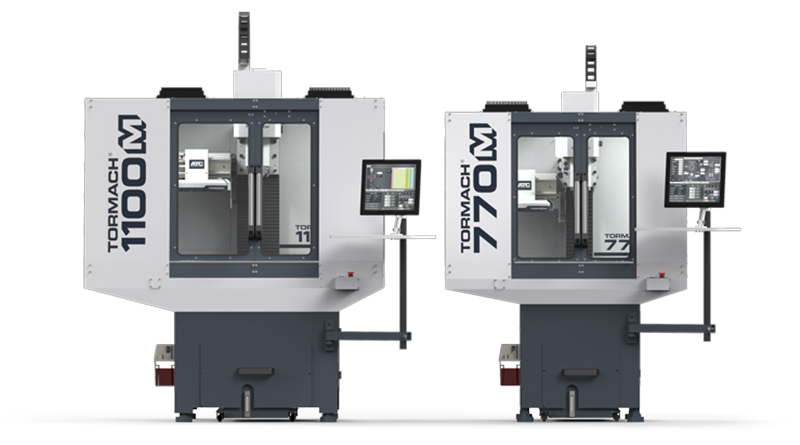
About two months ago, we spent some time at the filming of BattleBots, and our experienced team helped builders get their robots fixed after some brutal fights. While we were there, a few folks noticed that the 1100 on site looked different than a Series 3 PCNC 1100.

Spindle runout, or tool runout, as it can also be called, is the inaccuracies that cause a tool (in a mill) or workpiece (in a lathe) to spin off the ideal axis. It’s very bad for tool life, so it’s good to know more about it.
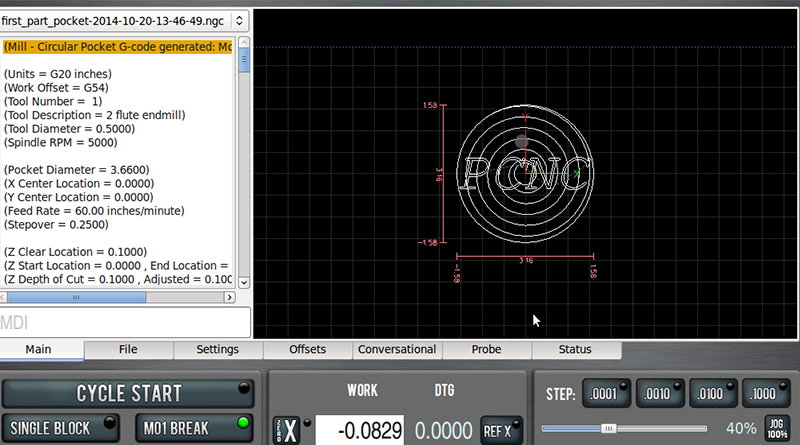
For those of you who are manual machinists and still wondering what CNC can do for you, there are nine basic G-codes you must learn today. If you know them, they will turn the CNC Machine into the equivalent of a manual machine with power feeds and DRO’s on every axis.